(0121) 58 222 58 SALES@PLUSAUTOMATION.CO.UK

© 2021 - PLUS AUTOMATION LIMITED®














HELPING YOU #MAKE SENSE OF SENSORS





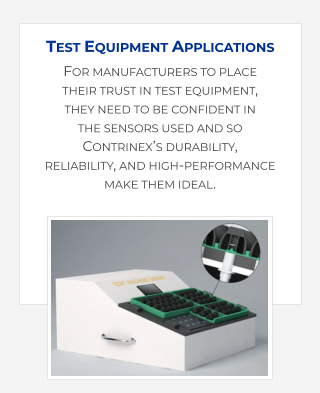
EXAMPLE APPLICATIONS
TO ILLUSTRATE THE WIDE-VARIETY OF APPLICATIONS SOLVED USING CONTRINEX SENSORS, WE HAVE POSTED A LARGE SELECTION OF EXAMPLE APPLICATIONS WHICH CAN BE SEEN BY CLICKING ON AN IMAGE. BELOW ARE A SELECTION OF SOME OF THESE APPLICATIONS:




CUSTOMER VALUES
HIGH-SPEED CHECKING OF DIFFERENT CAN TYPES
SINGLE SOLUTION TO CHECK DIFFERENT CAN TYPES
SIMPLE INSTALLATION - DIRECT INTERFACE TO CONTROLLER
(0 – 10 VDC OR 4 – 20 MA)
LONG SERVICE LIFE, HIGHLY RELIABLE, COST-EFFECTIVE
PRODUCT ADVANTAGES
CONTINUOUS MEASUREMENT WITH CURRENT OR VOLTAGE
ANALOGUE SIGNAL
LONG SENSING RANGE OF 40MM
PRECISELY CALIBRATED, NEAR-LINEAR OUTPUT, RESOLUTION
IN µM RANGE
EXCELLENT TEMPERATURE STABILITY & VERY GOOD
REPEATING ACCURACY
SEVERAL SWITCH POINTS WITH A SINGLE DEVICE
LONG SENSING DISTANCE COMPARED TO COMPETITORS
CUSTOMER SOLUTION
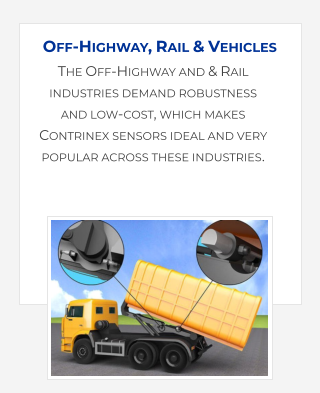
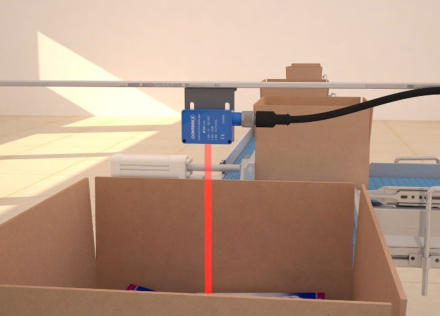
Analogue inductive sensors from Contrinex’s 509 Series are
ideal for this application because their Condist® oscillator
technology ensures excellent environmental stability,
especially to temperature. This is key in providing sensing
distances up to 3 times the standard (in this case 40 mm from
the M30 sized sensor).
This extra sensing distance ability enables them to obtain a
good signal not only through multiple layers of cardboard, but
also from different conductive metals at varying distances,
depending on the can type.
The customer mounted the M30 sized inductive analogue
sensors which yield the greatest sensing distance above and
below the passing lanes of cans, so that the double layer of
cans in each carton can be checked through the cardboard
walls of the box.
The continuous analogue current or voltage output from
these sensors is connected directly to a PLC with a high-speed
analogue input card. Resolution is in the µm range and repeat
accuracy is very good. The solution excels because it is durable,
adaptable, reliable and simple to install.
.
To ensure that sealed cardboard cartons have the required
number of tinned food cans inside them, a packaging
company trusts Contrinex’s analogue inductive sensors. Using
an analogue sensor enables this final pre-shipment quality
check to process different sizes of can as well as manage with
different material grades of can.
CUSTOMER APPLICATION
Canned products and their labels are protected during
delivery by being tightly packed into sturdy sealed cardboard
boxes. This poses a challenge to food packaging companies
because retailers, particularly supermarkets require absolute
accuracy in the cartons contents, but at final inspection the
carton is already sealed and so the contents can not be visually
inspected.
Therefore to eliminate the risk that product faults that may
have occurred during upstream processes are shipped out to
the customers, the packing company needed a way to verify
what tins are inside the sealed box. Because of the packaging
line handles a variety of cans of different sizes and materials, a
conventional on-off switching inductive proximity sensor could
not be used.
An additional challenge is that the the sensor needs to be part
of a verification process integrated into a fast-moving
automated packaging and pre-shipment line, accepting or
rejecting each carton instantly.
.

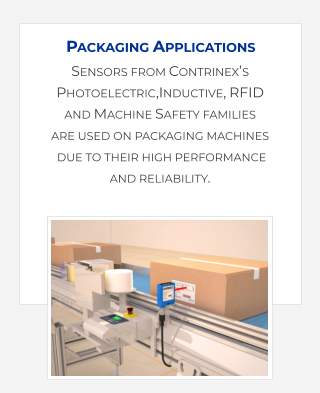
CONTRINEX’S PHOTOELECTRIC, INDUCTIVE, RFID AND MACHINE SAFETY SENSORS EXCEL IN A
WIDE RANGE OF PACKAGING MACHINERY APPLICATIONS , BEING TRUSTED ACROSS MANY INDUSTRIES.
BEST-IN-CLASS SENSOR PERFORMANCE, PLUS FEATURES LIKE PREVENTATIVE-MAINTENANCE OUTPUTS;
UNIQUE UV TRANSPARENT-OBJECT DETECTION; IP69K CIP-WASHDOWN INDUCTIVE, SAFETY & RFID
SENSORS, ALL FEATURE WITHIN THE WORLD’S LARGEST SELECTION OF IO-LINK SENSORS.
PACKAGING APPLICATIONS


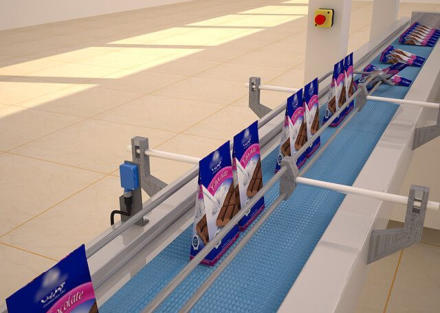
During high-speed production of retail bags, a confectionery
manufacturer conveys individual bags of sweets to a pick-and-
place packing robot for secondary packaging. A highly reliable
diffuse-mode photoelectric sensor, mounted beside the
conveyor, detects the presence of bags as they approach the
packing station and inhibits the pick-and-place sequence if no
bags are queued for the packing robots.
CUSTOMER APPLICATION
In the food-processing industry, consumer products generally
require secondary packaging – both for consolidation and for
protection, before final dispatch. During confectionery
production, individual bags of sweets travel by conveyor from
bagging stations to a pick-and-place packing robot for
secondary packaging, before passing on to the labelling and
packing area.
Ideally, product flow along the conveyor is continuous; in
practice, interruptions occur from time to time as bagging
machines require attention. In the absence of bagged
products arriving at the secondary-packaging station, a plant-
wide control system prevents operation of the pick-and-place
robot to prevent miss-filling.
Immediately prior to arrival at the secondary-packaging
station, custom-formed guide rails align bags for packing.
Space is limited and there is no easy access to both sides of the
conveyor. A highly reliable non-contact sensor system was
needed to detect the presence of bags as they approach the
alignment rails; the system must inhibit the pick-and-place
sequence if no bags are queued for packing.

CUSTOMER SOLUTION
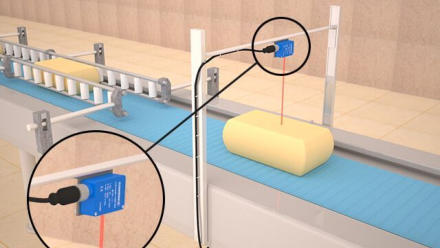
Diffuse-mode photoelectric sensors from the Contrinex C23PA
family of sensors are ideal for this application. These highly
reliable devices contain both a transmitter and a receiver and
do not require a separate reflector, instead relying on the
reflective nature of the target. Space constraints are
accommodated without compromise, thanks to a maximum
sensing range of 3 to 1500mm. This is adjustable via a pre-set
potentiometer or via IO-Link, the standardised point-to-point
serial connection protocol.
Immediately before the alignment rails, a single sensor is
mounted beside the conveyor; positioning sensors is simple
thanks to a range of adjustable mounting brackets. As each
bag passes in front of the sensor, its presence triggers the
device, sending a signal to the customer’s control system. A
high-intensity red LED with a 15mm-diameter light spot at the
selected 500mm sensing range ensures highly reliable
detection of bags in real-time.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs

The sensors are corrosion-resistant and impervious to water
ingress and has the additional benefit of offering a range of
low-cost stainless-steel mounting and protection bracketry.
The reliability of the sensors in the application has been
excellent
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS• DUAL OUTPUT WITH STABILITY ALARM

CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE DETECTION ON A NON-
CONTACT BASIS
REAL-TIME REJECTION OF UNIDENTIFIED OR UNTRACEABLE
PRODUCTS
REMOTE SET-UP VIA IO-LINK REDUCES NEED FOR MANUAL
INTERVENTION
PRODUCT ADVANTAGES
Operating range up to 12mm with three-COLOUR
RGB EMISSION TECHNOLOGY
AUTOMATIC SELECTION OF BEST EMISSION COLOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST
HIGH SWITCHING FREQUENCY UP TO 10KHZ
VERSATILE INDUSTRY-STANDARD PUSH-PULL 4-WIRE OUTPUT
HIGH TOLERANCE TO OBJECT POSITION VARIATION AROUND
12 MM
During high-volume production of confectionery, sealed
cartons of bagged candy travel by conveyor to a labelling
station. Conrinex’s versatile photoelectric contrast sensor,
mounted beside the conveyor, checks the label alignment and
confirms the presence of print markings as each carton leaves
the labelling area. If a label is blank, illegible or wrongly
positioned, the carton is diverted to a holding area for
investigation.
CUSTOMER APPLICATION
In the food-processing industry, packaged consumer products
require labelling – both for identification and for batch control
– before final packing. During confectionery production, sealed
cartons of bagged candy travel by conveyor from carton-
taping stations to a label printer-applicator, before passing to
the final packing area.
The printer-applicator, which is located at one side of the
conveyor, produces a continuous feed of printed labels from
roll-stock. As each carton passes the applicator head, the label-
stock advances, peeling a single label and applying it to the
side of the carton.
From time to time, misfeeds or malfunctions occur within the
printer-applicator, which consequently applies labels that are
either blank, illegible or wrongly positioned. Failure to detect
these errors results in unidentified or untraceable products
arriving at subsequent operations or, critically, at the
customer’s premises.
A highly reliable non-contact sensor system is needed. The
sensor must detect the alignment of labels and confirm the
presence of print markings as cartons leave the printer-
applicator, rejecting any defective cartons.
CUSTOMER SOLUTION
A photoelectric contrast sensor from the Contrinex Cubic
Small range is ideal for this application. This versatile device
incorporates a single-lens autocollimator, delivering a narrow
optical beam that allows detection of very small features. The
choice of red, green or blue LED light, auto-selectable during
set-up, ensures optimal contrast resolution.
Immediately after the applicator, a single sensor is mounted
beside the conveyor; adjustable mounting brackets makes for
easy positioning. As the label on each carton passes the
detection point, changes in contrast trigger the sensor. The
transition from carton surface to label body identifies the
position and alignment of the label itself, while the well-
defined contrast between printed content and the label body
ensures reliable detection of even the smallest print marks.
If the label is wrongly aligned or the print markings missing,
the sensor triggers a reject mechanism that diverts the carton
to a holding area for investigation. An operating range up to
12mm allows adequate clearance between sensor and target,
while the compact 40mm x 50mm x 15mm PBTB plastic
housing is both mechanically robust and small enough to
accommodate any space constraints.
Set-up is accomplished either using a three-button keypad on
the sensor, or via IO-Link, a standardized point-to-point serial
connection protocol. Photoelectric contrast sensors are
available with industry-standard push-pull 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry.


CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE TESTING OF A RANGE OF
DIFFERENT-SIZED CONTAINERS
TESTING IS COMPLETED AT PRODUCTION-LINE SPEED
IMMEDIATE IDENTIFICATION OF MISSING CLOSURES
ELIMINATION OF MANUAL INSPECTION AND POTENTIAL BATCH
REJECTION
PRODUCT ADVANTAGES
EXTENDED SENSING DISTANCES UP TO 40MM
UNMATCHED COMBINATION OF 40MM SENSING DISTANCE IN
M30-DIAMETER DEVICE
CUSTOMER SOLUTION
Contrinex Extra Distance inductive sensors are ideal for this
application, with the M30-diameter units operating reliably at
sensing distances up to 40mm; a single sensor thus
accommodates the entire range of container heights. Robust
construction with chrome-plated brass bodies and PBTP
sensing faces ensures that these devices are suitable for a busy
production environment.
A single sensor, located immediately after the sealing station
and positioned directly above the production line, provides
reliable, repeatable and fast detection of the aluminium-foil
closures. With a switching frequency of up to 100Hz, this Extra
Distance unit is well suited for fast-moving production where
high-speed sensing is required.
This Contrinex inductive sensor has an industry-standard PNP
normally-open interface and an integral M12 cable connector,
allowing easy removal and replacement of individual sensors
for maintenance. Connection to the customer’s test
equipment is via a flexible PVC-sheathed cable.
With an unmatched combination of 40mm sensing distance
in an M30-diameter device, the customer can now test the
entire range of containers without adjusting the sensor height
between batches. Contrinex Extra Distance inductive sensors
deliver exceptionally reliable test results at production-line
speed, without interruption.

A food-processing plant trusts Contrinex’s sensors to help it
ensure plastic bottles, filled with liquid food products, are
hermetically sealed and its customers kept safe. Prior to the
containers being capped, a long-distance inductive sensor,
positioned directly over the packaging line confirms the
presence of an aluminium-foil seal over the top of every
container.
CUSTOMER APPLICATION
Aluminium-foil closures are commonly utilised as seals for
plastic containers filled with ketchup, mustard and other table
sauces. At a food-processing plant, closures are applied to
filled containers passing along an automated production line,
sealing the contents ready for capping and bulk packaging.
From time to time, equipment malfunctions can occur and
containers leave the sealing station without closures in place. If
unsealed containers are not detected prior to capping, entire
batches of product may require manual inspection, resulting
in lost production, down-time or potential rejection by
customers.
An in-line sensor system inspecting each container could
confirm the presence of a foil closure, rejecting any faulty
items. Each production line processes containers in batches.
The system must accommodate containers whose heights
vary by up to 20mm, without adjustment of sensors between
batches as successive batches may comprise containers of
differing sizes.
CUSTOMER SOLUTION
Contrinex ultrasonic sensors are ideal for presence- and level-
sensing applications, and a diffuse sensor from the Compact
range (housing size M30) is an excellent choice for this
application. Operating range for this metal-bodied, IP65-rated
device is between 20cm and 130cm; detection is independent
of the target’s color, shape, material or surface structure.
Contrinex Compact ultrasonic sensors feature an integral S12
cable connector, allowing rapid disconnection and removal
when required.
The variable size and shape of meat residue makes it difficult
for an uncompensated sensor to detect contamination
consistently and reliably; potentiometer adjustment, provided
by many manufacturers, is inadequate for this application.
Contrinex CONPROG software for Windows®, connected via
the APE-0000-001 PC interface, compensates perfectly.
Using CONPROG, the operator characterizes the target area of
the box during set-up, setting the exact operating parameters
of the sensor and ensuring reliable detection. Sensor data is
stored, allowing like-for-like sensor replacement without
additional set-up.
The sensor’s three-wire PNP normally-open output
communicates directly with the customer PLC. On detection
of a contaminated box, a mechanical diverter shunts the box
to a separate conveyor for manual emptying.

A meat-processing plant uses non-contact ultrasonic presence
sensing to increase productivity and eliminate breakdowns
when washing empty meat bins. A single ultrasonic sensor,
mounted above the conveyor on which the bins travel, checks
for meat residues, rejecting any contaminated bins before the
wash station. Old, contact-based systems were unreliable,
resulting in breakdowns and frequent interruptions to the
washing process.
CUSTOMER APPLICATION
During production, an industrial meat-processing company
conveys meat portions around its factory in food-grade plastic
bins. After completion of each batch, empty bins are washed
prior to reuse. Some bins contain sizeable pieces of meat
which, if undetected, accumulate in the washing machine,
causing blockages and breakdowns. The resulting
interruptions to production are unacceptably frequent.
A reliable sensor system must detect the presence of meat
residues in bins as they travel along the conveyor. The sensor
should identify all non-trivial residues and divert contaminated
bins before they enter the washing station. The system should
require little or no regular maintenance, and a non-contact
sensor, suitable for a hygienic environment, is preferred.
Old systems with spring-loaded wand-actuators in contact
with the box are unreliable and require regular adjustment;
the contact probes need frequent, time-consuming cleaning.
The new system has to operate on a fit-and-forget basis.

CUSTOMER VALUES
IMPROVED SENSOR RELIABILITY DERIVED FROM EXACT
CHARACTERISATION OF TARGET
INCREASED PRODUCTIVITY ARISING FROM ELIMINATION OF
BREAKDOWNS
REDUCED SENSOR MAINTENANCE RESULTING FROM NON-
CONTACT OPERATION
INDUSTRY-STANDARD INTERFACE REQUIRES LITTLE
MODIFICATION TO CONTROL SYSTEMS
PRODUCT ADVANTAGES
ECOLAB-CERTIFIED PHOTOELECTRIC SENSORS WITH
BACKGROUND-SUPPRESSION MODE
CHARACTERISED SENSORS DETECT TARGETS OF VARIABLE SIZE
AND SHAPE
LONG-DISTANCE, NON-CONTACT OPERATING PRINCIPLES
IP65 PROTECTION ALLOWS OPERATION IN HYGIENIC
ENVIRONMENTS
RUGGED ULTRASONIC SENSOR WITH METAL HOUSING AND
METAL CABLE CONNECTOR

CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS• DUAL OUTPUT WITH STABILITY ALARM
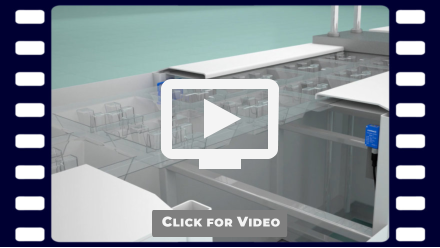
Contrinex’s C23 photoelectric sensor family is small but
powerful and so ideal for conveyor and packaging applications.
An example application for the C23 is the food processing
industry, where ‘shingling’, or overlapped layering, is a
common technique for optimizing space during secondary
packaging operations. As shown in the video, biscuits are
sealed in gusseted bags with a triangular profile, and packed
in alternating, overlapping layers into a preformed cardboard
box. Once each box is full, it passes to a case-sealing station
prior to palletisation and dispatch.
From time to time, an incorrectly formed layer occurs, where a
bag might be damaged or misaligned. The C23 photoelectric
sensor with Background Suppression is used to provide non-
contact sensing of the height of the top layer of bags, rejecting
any over-filled cartons.
CUSTOMER APPLICATION
In the food processing industry, shingling, or overlapped
layering, is a common technique for optimising space
utilisation during secondary packaging operations.
Confectionery, sealed in gusseted bags with predominantly
triangular profiles, is packed in alternating, overlapping layers
in preformed cardboard cartons. Once each carton is full, it
passes to a case-sealing station prior to palletisation and
dispatch.
Pre-aligned bags of confectionery arrive at the packing station
in regularly spaced rows. At each station, a multi-axis pick-and-
place packing robot lifts a row of bags, aligns it and lowers it
into a preformed carton. Successive layers overlap each other,
ensuring that space within the carton is fully utilised. Once the
predetermined number of layers has been packed, the carton
is conveyed to the sealing station.
From time to time, one or more incorrectly formed layers
occur. Individual bags may be missing from a row on arrival at
the packing station, or may be damaged or misaligned. A non-
contact sensor is needed to sense the height of the top layer of
bags, rejecting any defective cartons. It must be reliable and
require minimal maintenance.
CUSTOMER SOLUTION
Rugged photoelectric sensors with background suppression
from the Contrinex C23 range are ideal for this application. A
pinpoint red LED with a 10mm-diameter light spot at the
maximum sensing range of 300mm ensures highly reliable
detection of objects of almost any colour against light or dark
backgrounds. These sensors are well suited to both the task
and the environment.
Immediately after packing, a single sensor is mounted
centrally above the conveyor. As each carton passes below on
its way to the sealing station, the sensor detects the top
surface of the packed bags. If the height of the top layer falls
outside preset limits, the sensor triggers a reject mechanism
that diverts the carton to a holding area for investigation.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
Locating sensors optimally is simple thanks to a custom-
designed range of multi-position mounting brackets. An
operating range between 15mm and 250mm accommodates a
variety of carton sizes without any need to reposition the
sensor. A simple electrical adjustment via an onboard
potentiometer suffices, while remote adjustment via IO-Link, a
standardized point-to-point serial connection protocol, is
available as standard at no extra cost for PNP versions



Customer Solution
Ecolab-certified, diffuse-mode photoelectric sensors with
background suppression from the Contrinex C23 product
family are ideally suited to this application. These miniature
cubic devices, mounted above product conveyors immediately
after each buffering station, detect the presence of cheese
portions as they pass underneath. Positioning sensors is
simple thanks to a range of adjustable stainless steel
mounting brackets.
An industry-standard PNP normally open output with an M8
connector ensures optimum flexibility. Additionally, IO-Link, a
standardized point-to-point serial connection protocol for
sensors and actuators, is enabled on PNP versions at no
additional cost, offering the advantages of digital
communication without the need for special cabling. A second
output provides a stability alarm in the event of reduced
sensitivity, flagging the need for preventative maintenance
before any performance degradation occurs.
Robust sensor construction, featuring miniature (20mm x
30mm x 10mm) plastic housings, ensures reliable operation in
the demanding washdown environment; Contrinex C23
devices are rated to IP67. An operating range between 15mm
and 250mm, adjustable via a teach button or via IO-Link,
accommodates the range of portion sizes without
compromise.
A brief one- or two-step teach procedure simplifies initial set-
up. One-button operation allows process engineers to teach
the target object and, optionally, the background, each time a
new portion size is introduced. Once taught, sensitivity
parameters are stored on the sensor’s inbuilt memory and
may be retrieved or updated remotely via IO-Link, eliminating
the need for manual adjustment.
These rugged miniature sensors meet the customer’s need for
reliable operation with little or no manual intervention, while
unplanned sanitization is avoided. The solution is highly cost-
effective with minimal non-productive time; throughput is
maintained at or above target levels.
Contrinex’s small, but powerful C23PA photoelectric sensors
are trusted to ensure conveyors deliver cheese portions to
packaging stations, with in-line buffering stations regulating
their flow to match packaging throughput. The miniature
Ecolab-certified sensors detect the presence of each portion
after buffering, triggering the packaging cycle. Sensitivity
parameters for each portion size, stored on the sensor’s inbuilt
memory, may be updated remotely using IO-Link, removing
the need for a manual intervention and eliminating the need
for unplanned sanitisation between batches.
CUSTOMER APPLICATION
A Swiss manufacturer of premium dairy products produces a
range of individually packaged cheese portions in a high-
volume hygienic production facility. Once cut to size, cheese
portions travel on a food-grade conveyor to a packaging
station; the duration of the packaging cycle is dependent on
the type of cheese and the portion size.
Prior to packaging, a buffering station produces a regular flow
of portions with a predetermined spacing to suit the
packaging throughput. The two operations must be
synchronized; the manufacturer requires a sensor system that
detects the presence of each cheese portion as it leaves the
buffering station, triggering the packaging cycle.
Sensors must be food-grade certified and withstand the
aggressive cleaning agents used during washdown routines.
They must also accommodate the full range of portion sizes
without the need for manual adjustment, as this would
necessitate sanitisation each time the portion size changes.
Maximising throughput is an additional priority; rapid
changeover between product batches is essential.


The sensors are corrosion-resistant and impervious to water
ingress and has the additional benefit of offering a range of
low-cost stainless-steel mounting and protection bracketry.
The reliability of the sensors in the application has been
excellent.
CUSTOMER VALUES
ECOLAB-CERTIFIED SENSORS ARE IDEAL FOR HYGIENIC
PRODUCTION FACILITIES
WIDE OPERATING RANGE ACCOMMODATES FULL RANGE OF
PORTION SIZES
SENSITIVITY PARAMETERS ARE RETRIEVED OR UPDATED
REMOTELY VIA IO-LINK
UNNECESSARY SANITIZATION BETWEEN BATCHES IS AVOIDED
SIMPLE ONE- OR TWO-STEP TEACH PROCEDURE OPTIMISES
INITIAL SENSOR SET-UP
STABILITY ALARM HIGHLIGHTS REDUCED SENSITIVITY,
AVOIDING UNPLANNED STOPPAGES
DOWNTIME IS AVOIDED BY ELIMINATING THE NEED FOR
TECHNICIANS TO ATTEND MACHINES
PRODUCT ADVANTAGES
ECOLAB-CERTIFIED PHOTOELECTRIC SENSORS WITH
BACKGROUND-SUPPRESSION MODE
IO-LINK SERIAL-CONNECTION PROTOCOL ENABLED ON PNP
VERSIONS AT NO ADDITIONAL COST
PRE-TAUGHT SENSITIVITY PARAMETERS STORED ON INBUILT
SENSOR MEMORY
REMOTE SENSITIVITY RETRIEVAL OR UPDATE VIA IO-LINK
ROBUST SENSORS WITH MINIATURE (20MM X 30MM X 10MM)
PLASTIC HOUSINGS
A sensing range up to 1200 mm, adjustable via a teach button
or via IO-Link, accommodates a wide range of machine
geometries. Sensitivity parameters are stored on the sensor’s
inbuilt memory and may be retrieved or updated remotely via
IO-Link, eliminating the need for manual adjustment.
These rugged miniature sensors meet the customer’s need for
reliable operation with little or no manual intervention. The
solution is highly cost-effective with minimal non-productive
time; throughput is maintained at or above target levels.


I

CUSTOMER VALUES
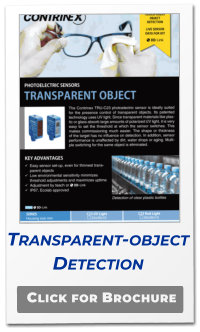
SAFE DETECTION OF THE THINNEST TRANSPARENT MATERIALS
MAXIMUM OPERATING RESERVE OWING TO HIGH ABSORPTION
FACTOR OF UV LIGHT BY TRANSPARENT PLASTICS
ELIMINATION OF MULTIPLE SWITCHING ON A SINGLE TARGET
RELIABLE OPERATION WITHOUT THE NEED FOR MANUAL
INTERVENTION
VERY LOW SENSITIVITY TO DUST, LIQUID DROPLETS AND
SPLASHES
PRODUCT ADVANTAGES
REMOTE SENSITIVITY RETRIEVAL OR UPDATE VIA IO-LINK
IO-LINK SERIAL-CONNECTION PROTOCOL ENABLED ON PNP
VERSIONS AT NO ADDITIONAL COST
PRE-TAUGHT SENSITIVITY PARAMETERS STORED ON INBUILT
SENSOR MEMORY
HIGHLY TOLERANT OF CONTAMINATION BY DUST, LIQUID
DROPLETS OR SPLASHES
During the automated packaging of fast-moving products,
thermoformed transparent plastic tray bases are common.
Contrinex’s small C23 transparent-object sensor with patented
UV technology detects the presence of each set of transparent
trays after it is formed, initiating a subsequent operation and,
optionally, triggering a counting circuit. The Ecolab-
certification of these sensors make them suitable for the
packaging of food and medical products.
CUSTOMER APPLICATION
A manufacturer of packaging machines for the medical
industry produces automated blister-packaging lines for
pharmaceutical and surgical products. Medical blister-packs
comprise a recessed, semi-rigid tray base, vacuum-formed in-
line from a clear thermoplastic material and sealed with a
metal or plastic film after the desired products are loaded.
Typically, blister-packaging lines for surgical products operate
in sterile conditions; minimal manual intervention is permitted,
as contamination may enter the environment. If defective
bases are identified and rejected after forming, the flow of tray
bases to the loading station is not continuous. In this event, a
sensor system must inhibit the loading cycle until a base is in
position.
Sensors must detect the presence of transparent tray bases
swiftly and reliably, enabling the loading cycle to proceed with
minimal delay as soon as a tray is present at the loading
station. Standard photoelectric sensors, which use visible red-
light sources, proved unreliable as they are unable to
differentiate reliably between ‘tray present’ and ‘tray not
present’ conditions.
An alternative sensor is required which will detect the
presence of a transparent plastic target under normal
operating conditions
CUSTOMER SOLUTION
Transparent-object sensors with ultraviolet LED-light sources
from the Contrinex C23 product series are ideally suited to this
application. These miniature cubic devices, mounted above
product conveyors, detect the presence of transparent tray
bases as they arrive at the loading station. Positioning sensors
is simple thanks to a range of adjustable mounting brackets,
and auto-collimated optics ensure there are no blind zones.
Contrinex transparent-object sensors utilize a patented reflex
operating principle with polarized ultraviolet light at 275 nm.
At this wavelength, absorption of the polarized UV light by a
range of commonly used plastics is maximized. Custom-
designed UV reflectors, using high-tech plastic materials with
excellent reflective properties in the ultraviolet range, provide a
range of sizes and geometries that simplify installation.
An industry-standard PNP normally open output ensures
optimum flexibility. Additionally, IO-Link, a standardized point-
to-point serial connection protocol for sensors and actuators, is
enabled on PNP versions at no additional cost. An additional
option is to have a second output to provide the stability alarm
in the event of reduced sensitivity, flagging the need for
preventative maintenance before any performance
degradation occurs.
The robust sensors which are only 20mm x 30mm x 10mm
feature Ecolab-certified plastic housings. A sensing range up
to 1200 mm, adjustable via a teach button or via IO-Link,
accommodates a wide range of machine geometries.
Sensitivity parameters are stored on the sensor’s inbuilt
memory and may be retrieved or updated remotely via IO-
Link, eliminating the need for manual adjustment.
The robust sensors which are only 20mm x 30mm x 10mm
feature Ecolab-certified plastic housings, are corrosion-
resistant and impervious to water ingress and has the
additional benefit of offering a range of low-cost stainless-steel
mounting and protection bracketry.
CUSTOMER VALUES
UV SENSORS ENSURE RELIABLE DETECTION OF TRANSPARENT,
IRREGULARLY SHAPED PLASTIC TARGETS
ELIMINATION OF MULTIPLE SWITCHING ON A SINGLE TARGET
WIDE OPERATING RANGE ACCOMMODATES FULL RANGE OF
MACHINE GEOMETRIES
SIMPLE ONE- OR TWO-STEP TEACH PROCEDURE OPTIMISES
INITIAL SET-UP
SENSITIVITY PARAMETERS ARE RETRIEVED OR UPDATED
REMOTELY VIA IO-LINK
STABILITY ALARM HIGHLIGHTS REDUCED SENSITIVITY FOR
EXAMPLE FOR PREVENTATIVE MAINTENANCE
PRODUCT ADVANTAGES
ULTRAVIOLET REFLEX PHOTOELECTRIC SENSORS FOR
TRANSPARENT OBJECT DETECTION
VERY LOW SENSITIVITY TO TARGET SHAPE
ROBUST, ECOLAB APPROVED SENSORS WITH IP67-RATED
SMALL PLASTIC HOUSINGS
Thermoforming lines produce transparent plastic trays from
continuous reels of material. Contrinex’s transparent-object
sensors with patented UV technology are used to detect the
presence of the transparent plastic sheet as it is unwound
from the reel, ensuring the material is correctly tensioned as it
enters the loading station. False detection is avoided, ensuring
reliable operation with little or no downtime.
CUSTOMER APPLICATION
Thermoforming equipment is often used in the production of
plastic packaging and is particularly suitable for the
continuous production of blister-packs. The process involves
the in-line vacuum-forming of clear thermoplastic material
into semi-rigid blister-trays which, after insertion of the desired
products, are sealed with film. Configurable thermoforming
lines are ideal for the high-speed production of such blister-
trays from continuous reel-stock material.
Coupling a standalone reel-feeder to the loading station of a
modular line is quick and simple. In operation, a set of drive
rollers draws thermoplastic sheet from the stock reel, creating
a continuous loop of material between the feeder and the
loading station. Maintaining the size of the loop between
defined limits ensures the material is correctly tensioned as it
enters the loading station.
Sensors detect the presence of the transparent material as the
loop size varies, initiating or inhibiting operation of the feeder
if the loop becomes too small or too large, respectively.
Photoelectric sensors using visible-light sources are unreliable
in such an application as they cannot reliably differentiate
between ‘material present’ and ‘material not present’ under
normal operating conditions.
CUSTOMER SOLUTION
Contrinex C23 transparent-object reflex sensors with ultraviolet
LED-light sources are ideally suited to this application. These
miniature cubic devices, mounted between the reel feeder
and the loading station, detect the presence of the
transparent material loop as its size varies. Positioning the
sensors and reflectors is simple using a range of adjustable
mounting brackets, and auto-collimated optics which ensure
there are no blind zones.
Contrinex transparent-object sensors utilise a patented reflex
operating principle with polarised ultraviolet light at 275 nm.
At this wavelength, absorption of the polarised UV light by a
range of commonly used plastics is maximised. Custom-
designed UV reflectors, using high-tech plastic materials with
excellent reflective properties in the ultraviolet range, are
available in a range of sizes and geometries which simplify
installation.
An industry-standard PNP normally open output ensures
optimum flexibility. Additionally, IO-Link, a standardized point-
to-point serial connection protocol for sensors and actuators, is
enabled on PNP versions at no additional cost. An additional
option is to have a second output to provide the stability alarm
in the event of reduced sensitivity, flagging the need for
preventative maintenance before any performance
degradation occurs.
The robust sensors which are only 20mm x 30mm x 10mm
feature Ecolab-certified plastic housings, are corrosion-
resistant and impervious to water ingress and has the
additional benefit of offering a range of low-cost stainless-steel
mounting and protection bracketry.
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE POSITION SENSING ON A NON-
CONTACT BASIS
IMPROVED THROUGHPUT ARISING FROM REAL-TIME
DETECTION OF INCORRECTLY POSITIONED OR MISSING
CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS
SINGLE SENSOR ACCOMMODATES A RANGE OF CARTON SIZES
WITHOUT REPOSITIONING
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 8000MM WITH 78MM-
DIAMETER REFLECTOR
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY IDEAL FOR INDUSTRY 4 & IIOT
PREVENTATIVE MAINTENANCE STABILITY ALARM OPTION

During confectionery packaging operations, conveyor lines
deliver preformed cardboard cartons to packing stations. At
each station, a pick-and-place packing robot packs layers of
bagged candy in cartons. Once filled, cartons are conveyed to
case-sealing stations. A highly reliable retro-reflex
photoelectric sensor, mounted beside the line, senses each
carton as it arrives at the packing station, halting the conveyor
and initiating the packing sequence once it is correctly
positioned.
CUSTOMER APPLICATION
In the confectionery-manufacturing industry, secondary
packaging is usually required when preparing multiple
product packs for wholesale distribution. In high-volume
production, manufacturers pack sealed bags of candy in
cardboard cartons, which are in turn stacked for shrink-
wrapping and palletisation.
Preformed cartons arrive at the packing station in a
continuous stream. Once the leading carton reaches its
designated position, the conveyor halts and the packing
sequence commences. A pick-and-place robot lifts successive
layers of bags and lowers them into the carton. Once the
predetermined number of bags has been packed, the carton is
conveyed to a sealing station.
If a carton stops in the wrong position, or if no carton is
present, the packing sequence must be inhibited to prevent
damage occurring. A non-contact sensor system is needed to
detect the position of the leading carton as it arrives at the
packing station, halting the conveyor and initiating the
packing sequence once. It must be reliable and require
minimal maintenance.
CUSTOMER SOLUTION
Miniature retro-reflex photoelectric sensors from the Contrinex
C23 range are ideal for this application. Used in conjunction
with a 41mm-diameter reflector, these sensors have an
operating range of up to 4500mm – more than adequate for
the task. A single sensor is mounted beside the carton
conveyor, immediately before the packing station, with the
reflector positioned on the opposite side. As the leading carton
breaks the light beam, the sensor detects its presence and
halts the conveyor in the correct position for packing.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
A custom-designed range of multi-position mounting
brackets allows systems engineers to locate sensors optimally
in almost any situation. The C23 range detects slow- or fast-
moving targets reliably. Remote selection of switching
frequency is possible via IO-Link, a standardized point-to-point
serial connection protocol, available as standard at no extra
cost for PNP versions.


CUSTOMER VALUES
COST EFFECTIVE SOLUTION
NON CONTACT / NON-MARRING OF PACKAGING
ELIMINATES SHIPMENT OF DAMAGED OR SOILED PRODUCT
LONG PERFORMANCE HISTORY
PRODUCT ADVANTAGES
LONG OPERATING DISTANCE (3X STANDARD VALUE)
EASY MOUNTING AND ADJUSTMENT
SECURE DISTANCE BETWEEN MOVING OBJECT AND SENSOR
HIGH SWITCHING FREQUENCY
EXCELLENT SENSING STABILITY ON SMALL & THIN TARGETS
IO-LINK INTERFACE INCLUDED - IDEAL FOR INDUSTRY 4
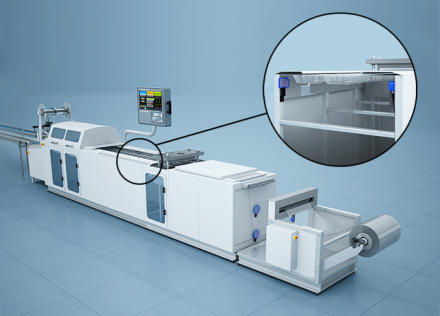
CUSTOMER SOLUTION
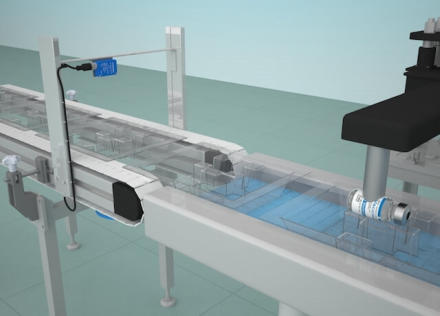
Contrinex’s rugged Extra-Distance inductive sensors from the
‘500 Series’ are ideal for this application, being robust and
accurate. These highly reliable, IP67 rated, M30-diameter
sensors have a chrome-plated brass body with a PBTP sensing
face and vacuum-encapsulated electronics. Well suited to
operating in a hostile environment, the 3x sensing distance of
22mm enables fully contactless operation in this relatively high
speed packaging process.
A sensor array is placed over the conveyor and travel path of
the cardboard cases. For each lane of bottles in a case, an M30
diameter inductive sensor is mounted on the array. A non-
embeddable sensor is chosen as it most closely equates to the
size of the bottle cap and yields the greatest sensing distance
for the available target area and is sufficient to allow for minor
variations in the height of the case as it passes under the
sensor bridge. This not only ensures reliable sensing, but also
keeps the sensor at a safe distance from any impact, avoiding
consequent downtime, with the sensors interfaced with a
controller that makes the logical decision to accept the
package or reject and divert it.

A drinks producer needs to conduct a final,inspection check of
cases of bottles after the lid of the corrugated cardboard case
has been closed and sealed. A bottle count is performed by
verifying the position of bottle caps through layers of
cardboard at the top of each sealed case.
CUSTOMER APPLICATION
Bottles which are packed into corrugated cardboard cases
require both the verification of the placement and number of
bottles in the case, ideally after they have had their lids hot-
glued closed. A concern is that a bottle can break on impact
with the bottom of the case, contaminating the machinery
and subsequent packages. Bottles can also be absent or
wrongly positioned or a cap might be missing from a bottle.
Whilst a vision systems could be used, this would need to be
done before the lid of the case is closed, whereas verification of
the closed case would be preferable..
The absence of a bottle cap in a specified position is a good
indicator of a missing or shattered bottle and so the challenge
is therefore to detect bottle caps through multiple layers of
corrugated cardboard material of varying thickness and
density.

CUSTOMER SOLUTION
Contrinex fork light-barrier sensors combine simplicity of
installation, compact and robust construction and multi-mode
operation. They offer high-resolution, high-speed sensing plus
IO-Link connectivity, being ideal for position sensing and
presence detection.
The versatile, metal-cased devices offer designers the choice of
four discrete operating modes and switching frequencies up
to 14,000Hz. With a standard resolution of 0.3 mm (down to 0.1
mm in high-resolution mode), with the convenience of a push-
pull output.
The industry-standard IO-Link communication protocol,
provides a choice of manual or remote set-up and adjustment,
enabling the sensor to be automatically reconfigured between
different product production runs.
simplifying installation while saving time and money.
The product range offers a choice of fork openings from 10
mm to 120 mm, to suit a wide variety of applications and
environments, whilst saving time and money.
A food-processing plant trusts Contrinex’s sensors to help it
ensure plastic bottles, filled with liquid food products, are
hermetically sealed and its customers kept safe. Prior to the
containers being capped, a long-distance inductive sensor,
positioned directly over the packaging line confirms the
presence of an aluminium-foil seal over the top of every
container.
CUSTOMER APPLICATION
Aluminium-foil closures are commonly utilised as seals for
plastic containers filled with ketchup, mustard and other table
sauces. At a food-processing plant, closures are applied to
filled containers passing along an automated production line,
sealing the contents ready for capping and bulk packaging.


CUSTOMER APPLICATION
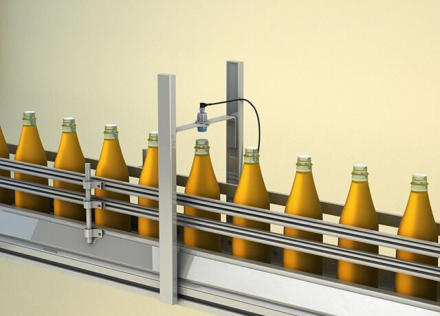
In the continuous production of fast-moving items, line
stoppages are both costly and time consuming. After filling,
sealing and capping, bottles of ketchups and sauces are
labelled and packaged. Previously, if a plastic cap was missing
it could go undetected, risking an entire batch of production
potentially being rejected.
Contrinex’s highly versatile photoelectric fork sensor, is
positioned directly over the conveyor to sense the presence of
a cap on each bottle prior to labelling, triggering an alarm if a
cap is missing.
PRODUCT ADVANTAGES
HIGH FREQUENCY UP TO 14 KHZ
4 SELECTABLE MODES BETWEEN PRODUCTION BATCHES:
STANDARD, HIGH RESOLUTION, POWER, SPEED
IO-LINK V1.1 COMMUNICATION PROTOCOL
SENSITIVITY ADJUSTMENT ALLOWING DETECTION OF
TRANSPARENT OBJECTS
PRECISE ALIGNMENT REQUIRES NO ON-SITE ADJUSTMENT

WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS, WE WILL WORK TO HELP YOU
SOLVE YOUR APPLICATIONS, IMPROVE MACHINE PERFORMANCE & RELIABILITY AND REDUCE COSTS
USING CONTRINEX’S EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS










































CUSTOMER VALUES
HIGH-SPEED CHECKING OF DIFFERENT CAN TYPES
SINGLE SOLUTION TO CHECK DIFFERENT CAN TYPES
SIMPLE INSTALLATION - DIRECT INTERFACE TO CONTROLLER
(0 – 10 VDC OR 4 – 20 MA)
LONG SERVICE LIFE, HIGHLY RELIABLE, COST-EFFECTIVE
PRODUCT ADVANTAGES
CONTINUOUS MEASUREMENT WITH CURRENT OR VOLTAGE
ANALOGUE SIGNAL
LONG SENSING RANGE OF 40MM
PRECISELY CALIBRATED, NEAR-LINEAR OUTPUT, RESOLUTION
IN µM RANGE
EXCELLENT TEMPERATURE STABILITY & VERY GOOD
REPEATING ACCURACY
SEVERAL SWITCH POINTS WITH A SINGLE DEVICE
LONG SENSING DISTANCE COMPARED TO COMPETITORS
CUSTOMER SOLUTION
Analogue inductive sensors from Contrinex’s 509 Series are
ideal for this application because their Condist® oscillator
technology ensures excellent environmental stability,
especially to temperature. This is key in providing sensing
distances up to 3 times the standard (in this case 40 mm from
the M30 sized sensor).
This extra sensing distance ability enables them to obtain a
good signal not only through multiple layers of cardboard, but
also from different conductive metals at varying distances,
depending on the can type.
The customer mounted the M30 sized inductive analogue
sensors which yield the greatest sensing distance above and
below the passing lanes of cans, so that the double layer of
cans in each carton can be checked through the cardboard
walls of the box.
The continuous analogue current or voltage output from
these sensors is connected directly to a PLC with a high-speed
analogue input card. Resolution is in the µm range and repeat
accuracy is very good. The solution excels because it is durable,
adaptable, reliable and simple to install.
.
To ensure that sealed cardboard cartons have the required
number of tinned food cans inside them, a packaging
company trusts Contrinex’s analogue inductive sensors. Using
an analogue sensor enables this final pre-shipment quality
check to process different sizes of can as well as manage with
different material grades of can.
CUSTOMER APPLICATION
Canned products and their labels are protected during
delivery by being tightly packed into sturdy sealed cardboard
boxes. This poses a challenge to food packaging companies
because retailers, particularly supermarkets require absolute
accuracy in the cartons contents, but at final inspection the
carton is already sealed and so the contents can not be visually
inspected.
Therefore to eliminate the risk that product faults that may
have occurred during upstream processes are shipped out to
the customers, the packing company needed a way to verify
what tins are inside the sealed box. Because of the packaging
line handles a variety of cans of different sizes and materials, a
conventional on-off switching inductive proximity sensor could
not be used.
An additional challenge is that the the sensor needs to be part
of a verification process integrated into a fast-moving
automated packaging and pre-shipment line, accepting or
rejecting each carton instantly.
.

PACKAGING APPLICATIONS
CONTRINEX’S PHOTOELECTRIC, INDUCTIVE, RFID
AND MACHINE SAFETY SENSORS ARE TRUSTED
ACROSS THE MANY ASPECTS OF FOOD & BEVERAGE
MANUFACTURING AND PACKAGING.
IMPROVE MACHINE PERFORMANCE WITH SUPERIOR
SENSOR PERFORMANCE, PLUS ADDED FEATURES LIKE
PREVENTATIVE-MAINTENANCE OUTPUTS; IP69K
CIP-WASHDOWN INDUCTIVE; SAFETY & RFID
SENSORS; UV TRANSPARENT-OBJECT DETECTION;
PLUS THE WORLD’S LARGEST SELECTION OF IO-LINK
SENSORS PROVIDING ADDITIONAL PERFORMANCE
DATA IN A CONSISTENT MANNER AND EASY IOT /
INDUSTRY 4 CONNECTIVITY.
.

During high-speed production of retail bags, a confectionery
manufacturer conveys individual bags of sweets to a pick-and-
place packing robot for secondary packaging. A highly reliable
diffuse-mode photoelectric sensor, mounted beside the
conveyor, detects the presence of bags as they approach the
packing station and inhibits the pick-and-place sequence if no
bags are queued for the packing robots.
CUSTOMER APPLICATION
In the food-processing industry, consumer products generally
require secondary packaging – both for consolidation and for
protection, before final dispatch. During confectionery
production, individual bags of sweets travel by conveyor from
bagging stations to a pick-and-place packing robot for
secondary packaging, before passing on to the labelling and
packing area.
Ideally, product flow along the conveyor is continuous; in
practice, interruptions occur from time to time as bagging
machines require attention. In the absence of bagged
products arriving at the secondary-packaging station, a plant-
wide control system prevents operation of the pick-and-place
robot to prevent miss-filling.
Immediately prior to arrival at the secondary-packaging
station, custom-formed guide rails align bags for packing.
Space is limited and there is no easy access to both sides of the
conveyor. A highly reliable non-contact sensor system was
needed to detect the presence of bags as they approach the
alignment rails; the system must inhibit the pick-and-place
sequence if no bags are queued for packing.
CUSTOMER SOLUTION
Diffuse-mode photoelectric sensors from the Contrinex C23PA
family of sensors are ideal for this application. These highly
reliable devices contain both a transmitter and a receiver and
do not require a separate reflector, instead relying on the
reflective nature of the target. Space constraints are
accommodated without compromise, thanks to a maximum
sensing range of 3 to 1500mm. This is adjustable via a pre-set
potentiometer or via IO-Link, the standardised point-to-point
serial connection protocol.
Immediately before the alignment rails, a single sensor is
mounted beside the conveyor; positioning sensors is simple
thanks to a range of adjustable mounting brackets. As each
bag passes in front of the sensor, its presence triggers the
device, sending a signal to the customer’s control system. A
high-intensity red LED with a 15mm-diameter light spot at the
selected 500mm sensing range ensures highly reliable
detection of bags in real-time.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs
The sensors are corrosion-resistant and impervious to water
ingress and has the additional benefit of offering a range of
low-cost stainless-steel mounting and protection bracketry.
The reliability of the sensors in the application has been
excellent.
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS• DUAL OUTPUT WITH STABILITY ALARM

CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE DETECTION ON A NON-
CONTACT BASIS
REAL-TIME REJECTION OF UNIDENTIFIED OR UNTRACEABLE
PRODUCTS
REMOTE SET-UP VIA IO-LINK REDUCES NEED FOR MANUAL
INTERVENTION
PRODUCT ADVANTAGES
Operating range up to 12mm with three-COLOUR
RGB EMISSION TECHNOLOGY
AUTOMATIC SELECTION OF BEST EMISSION COLOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST
HIGH SWITCHING FREQUENCY UP TO 10KHZ
VERSATILE INDUSTRY-STANDARD PUSH-PULL 4-WIRE OUTPUT
HIGH TOLERANCE TO OBJECT POSITION VARIATION AROUND
12 MM
During high-volume production of confectionery, sealed
cartons of bagged candy travel by conveyor to a labelling
station. Conrinex’s versatile photoelectric contrast sensor,
mounted beside the conveyor, checks the label alignment and
confirms the presence of print markings as each carton leaves
the labelling area. If a label is blank, illegible or wrongly
positioned, the carton is diverted to a holding area for
investigation.
CUSTOMER APPLICATION
In the food-processing industry, packaged consumer products
require labelling – both for identification and for batch control
– before final packing. During confectionery production, sealed
cartons of bagged candy travel by conveyor from carton-
taping stations to a label printer-applicator, before passing to
the final packing area.
The printer-applicator, which is located at one side of the
conveyor, produces a continuous feed of printed labels from
roll-stock. As each carton passes the applicator head, the label-
stock advances, peeling a single label and applying it to the
side of the carton.
From time to time, misfeeds or malfunctions occur within the
printer-applicator, which consequently applies labels that are
either blank, illegible or wrongly positioned. Failure to detect
these errors results in unidentified or untraceable products
arriving at subsequent operations or, critically, at the
customer’s premises.
A highly reliable non-contact sensor system is needed. The
sensor must detect the alignment of labels and confirm the
presence of print markings as cartons leave the printer-
applicator, rejecting any defective cartons.
CUSTOMER SOLUTION
A photoelectric contrast sensor from the Contrinex Cubic
Small range is ideal for this application. This versatile device
incorporates a single-lens autocollimator, delivering a narrow
optical beam that allows detection of very small features. The
choice of red, green or blue LED light, auto-selectable during
set-up, ensures optimal contrast resolution.
Immediately after the applicator, a single sensor is mounted
beside the conveyor; adjustable mounting brackets makes for
easy positioning. As the label on each carton passes the
detection point, changes in contrast trigger the sensor. The
transition from carton surface to label body identifies the
position and alignment of the label itself, while the well-
defined contrast between printed content and the label body
ensures reliable detection of even the smallest print marks.
If the label is wrongly aligned or the print markings missing,
the sensor triggers a reject mechanism that diverts the carton
to a holding area for investigation. An operating range up to
12mm allows adequate clearance between sensor and target,
while the compact 40mm x 50mm x 15mm PBTB plastic
housing is both mechanically robust and small enough to
accommodate any space constraints.
Set-up is accomplished either using a three-button keypad on
the sensor, or via IO-Link, a standardized point-to-point serial
connection protocol. Photoelectric contrast sensors are
available with industry-standard push-pull 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry.

CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE TESTING OF A RANGE OF
DIFFERENT-SIZED CONTAINERS
TESTING IS COMPLETED AT PRODUCTION-LINE SPEED
IMMEDIATE IDENTIFICATION OF MISSING CLOSURES
ELIMINATION OF MANUAL INSPECTION AND POTENTIAL BATCH
REJECTION
PRODUCT ADVANTAGES
EXTENDED SENSING DISTANCES UP TO 40MM
UNMATCHED COMBINATION OF 40MM SENSING DISTANCE IN
M30-DIAMETER DEVICE
CUSTOMER SOLUTION
Contrinex Extra Distance inductive sensors are ideal for this
application, with the M30-diameter units operating reliably at
sensing distances up to 40mm; a single sensor thus
accommodates the entire range of container heights. Robust
construction with chrome-plated brass bodies and PBTP
sensing faces ensures that these devices are suitable for a busy
production environment.
A single sensor, located immediately after the sealing station
and positioned directly above the production line, provides
reliable, repeatable and fast detection of the aluminium-foil
closures. With a switching frequency of up to 100Hz, this Extra
Distance unit is well suited for fast-moving production where
high-speed sensing is required.
This Contrinex inductive sensor has an industry-standard PNP
normally-open interface and an integral M12 cable connector,
allowing easy removal and replacement of individual sensors
for maintenance. Connection to the customer’s test
equipment is via a flexible PVC-sheathed cable.
With an unmatched combination of 40mm sensing distance
in an M30-diameter device, the customer can now test the
entire range of containers without adjusting the sensor height
between batches. Contrinex Extra Distance inductive sensors
deliver exceptionally reliable test results at production-line
speed, without interruption.
A food-processing plant trusts Contrinex’s sensors to help it
ensure plastic bottles, filled with liquid food products, are
hermetically sealed and its customers kept safe. Prior to the
containers being capped, a long-distance inductive sensor,
positioned directly over the packaging line confirms the
presence of an aluminium-foil seal over the top of every
container.
CUSTOMER APPLICATION
Aluminium-foil closures are commonly utilised as seals for
plastic containers filled with ketchup, mustard and other table
sauces. At a food-processing plant, closures are applied to
filled containers passing along an automated production line,
sealing the contents ready for capping and bulk packaging.
From time to time, equipment malfunctions can occur and
containers leave the sealing station without closures in place. If
unsealed containers are not detected prior to capping, entire
batches of product may require manual inspection, resulting
in lost production, down-time or potential rejection by
customers.
An in-line sensor system inspecting each container could
confirm the presence of a foil closure, rejecting any faulty
items. Each production line processes containers in batches.
The system must accommodate containers whose heights
vary by up to 20mm, without adjustment of sensors between
batches as successive batches may comprise containers of
differing sizes.
A sensing range up to 1200 mm, adjustable via a teach button
or via IO-Link, accommodates a wide range of machine
geometries. Sensitivity parameters are stored on the sensor’s
inbuilt memory and may be retrieved or updated remotely via
IO-Link, eliminating the need for manual adjustment.
These rugged miniature sensors meet the customer’s need for
reliable operation with little or no manual intervention. The
solution is highly cost-effective with minimal non-productive
time; throughput is maintained at or above target levels.
CUSTOMER VALUES
UV SENSORS ENSURE RELIABLE DETECTION OF TRANSPARENT,
IRREGULARLY SHAPED PLASTIC TARGETS
ELIMINATION OF MULTIPLE SWITCHING ON A SINGLE TARGET
WIDE OPERATING RANGE ACCOMMODATES FULL RANGE OF
MACHINE GEOMETRIES
SIMPLE ONE- OR TWO-STEP TEACH PROCEDURE OPTIMISES
INITIAL SET-UP
SENSITIVITY PARAMETERS ARE RETRIEVED OR UPDATED
REMOTELY VIA IO-LINK
STABILITY ALARM HIGHLIGHTS REDUCED SENSITIVITY FOR
EXAMPLE FOR PREVENTATIVE MAINTENANCE
PRODUCT ADVANTAGES
ULTRAVIOLET REFLEX PHOTOELECTRIC SENSORS FOR
TRANSPARENT OBJECT DETECTION
VERY LOW SENSITIVITY TO TARGET SHAPE
ROBUST, ECOLAB APPROVED SENSORS WITH IP67-RATED
SMALL PLASTIC HOUSINGS
Thermoforming lines produce transparent plastic trays from
continuous reels of material. Contrinex’s transparent-object
sensors with patented UV technology are used to detect the
presence of the transparent plastic sheet as it is unwound
from the reel, ensuring the material is correctly tensioned as it
enters the loading station. False detection is avoided, ensuring
reliable operation with little or no downtime.
CUSTOMER APPLICATION
Thermoforming equipment is often used in the production of
plastic packaging and is particularly suitable for the
continuous production of blister-packs. The process involves
the in-line vacuum-forming of clear thermoplastic material
into semi-rigid blister-trays which, after insertion of the desired
products, are sealed with film. Configurable thermoforming
lines are ideal for the high-speed production of such blister-
trays from continuous reel-stock material.
Coupling a standalone reel-feeder to the loading station of a
modular line is quick and simple. In operation, a set of drive
rollers draws thermoplastic sheet from the stock reel, creating
a continuous loop of material between the feeder and the
loading station. Maintaining the size of the loop between
defined limits ensures the material is correctly tensioned as it
enters the loading station.
Sensors detect the presence of the transparent material as the
loop size varies, initiating or inhibiting operation of the feeder
if the loop becomes too small or too large, respectively.
Photoelectric sensors using visible-light sources are unreliable
in such an application as they cannot reliably differentiate
between ‘material present’ and ‘material not present’ under
normal operating conditions.
CUSTOMER SOLUTION
Contrinex C23 transparent-object reflex sensors with ultraviolet
LED-light sources are ideally suited to this application. These
miniature cubic devices, mounted between the reel feeder
and the loading station, detect the presence of the
transparent material loop as its size varies. Positioning the
sensors and reflectors is simple using a range of adjustable
mounting brackets, and auto-collimated optics which ensure
there are no blind zones.
Contrinex transparent-object sensors utilise a patented reflex
operating principle with polarised ultraviolet light at 275 nm.
At this wavelength, absorption of the polarised UV light by a
range of commonly used plastics is maximised. Custom-
designed UV reflectors, using high-tech plastic materials with
excellent reflective properties in the ultraviolet range, are
available in a range of sizes and geometries which simplify
installation.
An industry-standard PNP normally open output ensures
optimum flexibility. Additionally, IO-Link, a standardized point-
to-point serial connection protocol for sensors and actuators, is
enabled on PNP versions at no additional cost. An additional
option is to have a second output to provide the stability alarm
in the event of reduced sensitivity, flagging the need for
preventative maintenance before any performance
degradation occurs.
The robust sensors which are only 20mm x 30mm x 10mm
feature Ecolab-certified plastic housings, are corrosion-
resistant and impervious to water ingress and has the
additional benefit of offering a range of low-cost stainless-steel
mounting and protection bracketry.
I


CUSTOMER VALUES
SAFE DETECTION OF THE THINNEST TRANSPARENT MATERIALS
MAXIMUM OPERATING RESERVE OWING TO HIGH ABSORPTION
FACTOR OF UV LIGHT BY TRANSPARENT PLASTICS
ELIMINATION OF MULTIPLE SWITCHING ON A SINGLE TARGET
RELIABLE OPERATION WITHOUT THE NEED FOR MANUAL
INTERVENTION
VERY LOW SENSITIVITY TO DUST, LIQUID DROPLETS AND
SPLASHES
PRODUCT ADVANTAGES
REMOTE SENSITIVITY RETRIEVAL OR UPDATE VIA IO-LINK
IO-LINK SERIAL-CONNECTION PROTOCOL ENABLED ON PNP
VERSIONS AT NO ADDITIONAL COST
PRE-TAUGHT SENSITIVITY PARAMETERS STORED ON INBUILT
SENSOR MEMORY
HIGHLY TOLERANT OF CONTAMINATION BY DUST, LIQUID
DROPLETS OR SPLASHES
During the automated packaging of fast-moving products,
thermoformed transparent plastic tray bases are common.
Contrinex’s small C23 transparent-object sensor with patented
UV technology detects the presence of each set of transparent
trays after it is formed, initiating a subsequent operation and,
optionally, triggering a counting circuit. The Ecolab-
certification of these sensors make them suitable for the
packaging of food and medical products.
CUSTOMER APPLICATION
A manufacturer of packaging machines for the medical
industry produces automated blister-packaging lines for
pharmaceutical and surgical products. Medical blister-packs
comprise a recessed, semi-rigid tray base, vacuum-formed in-
line from a clear thermoplastic material and sealed with a
metal or plastic film after the desired products are loaded.
Typically, blister-packaging lines for surgical products operate
in sterile conditions; minimal manual intervention is permitted,
as contamination may enter the environment. If defective
bases are identified and rejected after forming, the flow of tray
bases to the loading station is not continuous. In this event, a
sensor system must inhibit the loading cycle until a base is in
position.
Sensors must detect the presence of transparent tray bases
swiftly and reliably, enabling the loading cycle to proceed with
minimal delay as soon as a tray is present at the loading
station. Standard photoelectric sensors, which use visible red-
light sources, proved unreliable as they are unable to
differentiate reliably between ‘tray present’ and ‘tray not
present’ conditions.
An alternative sensor is required which will detect the
presence of a transparent plastic target under normal
operating conditions
CUSTOMER SOLUTION
Transparent-object sensors with ultraviolet LED-light sources
from the Contrinex C23 product series are ideally suited to this
application. These miniature cubic devices, mounted above
product conveyors, detect the presence of transparent tray
bases as they arrive at the loading station. Positioning sensors
is simple thanks to a range of adjustable mounting brackets,
and auto-collimated optics ensure there are no blind zones.
Contrinex transparent-object sensors utilize a patented reflex
operating principle with polarized ultraviolet light at 275 nm.
At this wavelength, absorption of the polarized UV light by a
range of commonly used plastics is maximized. Custom-
designed UV reflectors, using high-tech plastic materials with
excellent reflective properties in the ultraviolet range, provide a
range of sizes and geometries that simplify installation.
An industry-standard PNP normally open output ensures
optimum flexibility. Additionally, IO-Link, a standardized point-
to-point serial connection protocol for sensors and actuators, is
enabled on PNP versions at no additional cost. An additional
option is to have a second output to provide the stability alarm
in the event of reduced sensitivity, flagging the need for
preventative maintenance before any performance
degradation occurs.
The robust sensors which are only 20mm x 30mm x 10mm
feature Ecolab-certified plastic housings. A sensing range up
to 1200 mm, adjustable via a teach button or via IO-Link,
accommodates a wide range of machine geometries.
Sensitivity parameters are stored on the sensor’s inbuilt
memory and may be retrieved or updated remotely via IO-
Link, eliminating the need for manual adjustment.
The robust sensors which are only 20mm x 30mm x 10mm
feature Ecolab-certified plastic housings, are corrosion-
resistant and impervious to water ingress and has the
additional benefit of offering a range of low-cost stainless-steel
mounting and protection bracketry.
CUSTOMER SOLUTION
Contrinex ultrasonic sensors are ideal for presence- and level-
sensing applications, and a diffuse sensor from the Compact
range (housing size M30) is an excellent choice for this
application. Operating range for this metal-bodied, IP65-rated
device is between 20cm and 130cm; detection is independent
of the target’s color, shape, material or surface structure.
Contrinex Compact ultrasonic sensors feature an integral S12
cable connector, allowing rapid disconnection and removal
when required.
The variable size and shape of meat residue makes it difficult
for an uncompensated sensor to detect contamination
consistently and reliably; potentiometer adjustment, provided
by many manufacturers, is inadequate for this application.
Contrinex CONPROG software for Windows®, connected via
the APE-0000-001 PC interface, compensates perfectly.
Using CONPROG, the operator characterizes the target area of
the box during set-up, setting the exact operating parameters
of the sensor and ensuring reliable detection. Sensor data is
stored, allowing like-for-like sensor replacement without
additional set-up.
The sensor’s three-wire PNP normally-open output
communicates directly with the customer PLC. On detection
of a contaminated box, a mechanical diverter shunts the box
to a separate conveyor for manual emptying.
A meat-processing plant uses non-contact ultrasonic presence
sensing to increase productivity and eliminate breakdowns
when washing empty meat bins. A single ultrasonic sensor,
mounted above the conveyor on which the bins travel, checks
for meat residues, rejecting any contaminated bins before the
wash station. Old, contact-based systems were unreliable,
resulting in breakdowns and frequent interruptions to the
washing process.
CUSTOMER APPLICATION
During production, an industrial meat-processing company
conveys meat portions around its factory in food-grade plastic
bins. After completion of each batch, empty bins are washed
prior to reuse. Some bins contain sizeable pieces of meat
which, if undetected, accumulate in the washing machine,
causing blockages and breakdowns. The resulting
interruptions to production are unacceptably frequent.
A reliable sensor system must detect the presence of meat
residues in bins as they travel along the conveyor. The sensor
should identify all non-trivial residues and divert contaminated
bins before they enter the washing station. The system should
require little or no regular maintenance, and a non-contact
sensor, suitable for a hygienic environment, is preferred.
Old systems with spring-loaded wand-actuators in contact
with the box are unreliable and require regular adjustment;
the contact probes need frequent, time-consuming cleaning.
The new system has to operate on a fit-and-forget basis.
CUSTOMER VALUES
IMPROVED SENSOR RELIABILITY DERIVED FROM EXACT
CHARACTERISATION OF TARGET
INCREASED PRODUCTIVITY ARISING FROM ELIMINATION OF
BREAKDOWNS
REDUCED SENSOR MAINTENANCE RESULTING FROM NON-
CONTACT OPERATION
INDUSTRY-STANDARD INTERFACE REQUIRES LITTLE
MODIFICATION TO CONTROL SYSTEMS
PRODUCT ADVANTAGES
ECOLAB-CERTIFIED PHOTOELECTRIC SENSORS WITH
BACKGROUND-SUPPRESSION MODE
CHARACTERISED SENSORS DETECT TARGETS OF VARIABLE SIZE
AND SHAPE
LONG-DISTANCE, NON-CONTACT OPERATING PRINCIPLES
IP65 PROTECTION ALLOWS OPERATION IN HYGIENIC
ENVIRONMENTS
RUGGED ULTRASONIC SENSOR WITH METAL HOUSING AND
METAL CABLE CONNECTOR

CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS• DUAL OUTPUT WITH STABILITY ALARM
Contrinex’s C23 photoelectric sensor family is small but
powerful and so ideal for conveyor and packaging applications.
An example application for the C23 is the food processing
industry, where ‘shingling’, or overlapped layering, is a
common technique for optimizing space during secondary
packaging operations. As shown in the video, biscuits are
sealed in gusseted bags with a triangular profile, and packed
in alternating, overlapping layers into a preformed cardboard
box. Once each box is full, it passes to a case-sealing station
prior to palletisation and dispatch.
From time to time, an incorrectly formed layer occurs, where a
bag might be damaged or misaligned. The C23 photoelectric
sensor with Background Suppression is used to provide non-
contact sensing of the height of the top layer of bags, rejecting
any over-filled cartons.
CUSTOMER APPLICATION
In the food processing industry, shingling, or overlapped
layering, is a common technique for optimising space
utilisation during secondary packaging operations.
Confectionery, sealed in gusseted bags with predominantly
triangular profiles, is packed in alternating, overlapping layers
in preformed cardboard cartons. Once each carton is full, it
passes to a case-sealing station prior to palletisation and
dispatch.
Pre-aligned bags of confectionery arrive at the packing station
in regularly spaced rows. At each station, a multi-axis pick-and-
place packing robot lifts a row of bags, aligns it and lowers it
into a preformed carton. Successive layers overlap each other,
ensuring that space within the carton is fully utilised. Once the
predetermined number of layers has been packed, the carton
is conveyed to the sealing station.
From time to time, one or more incorrectly formed layers
occur. Individual bags may be missing from a row on arrival at
the packing station, or may be damaged or misaligned. A non-
contact sensor is needed to sense the height of the top layer of
bags, rejecting any defective cartons. It must be reliable and
require minimal maintenance.
CUSTOMER SOLUTION
Rugged photoelectric sensors with background suppression
from the Contrinex C23 range are ideal for this application. A
pinpoint red LED with a 10mm-diameter light spot at the
maximum sensing range of 300mm ensures highly reliable
detection of objects of almost any colour against light or dark
backgrounds. These sensors are well suited to both the task
and the environment.
Immediately after packing, a single sensor is mounted
centrally above the conveyor. As each carton passes below on
its way to the sealing station, the sensor detects the top
surface of the packed bags. If the height of the top layer falls
outside preset limits, the sensor triggers a reject mechanism
that diverts the carton to a holding area for investigation.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
Locating sensors optimally is simple thanks to a custom-
designed range of multi-position mounting brackets. An
operating range between 15mm and 250mm accommodates a
variety of carton sizes without any need to reposition the
sensor. A simple electrical adjustment via an onboard
potentiometer suffices, while remote adjustment via IO-Link, a
standardized point-to-point serial connection protocol, is
available as standard at no extra cost for PNP versions.


CUSTOMER SOLUTION
Contrinex fork light-barrier sensors combine simplicity of
installation, compact and robust construction and multi-mode
operation. They offer high-resolution, high-speed sensing plus
IO-Link connectivity, being ideal for position sensing and
presence detection.
The versatile, metal-cased devices offer designers the choice of
four discrete operating modes and switching frequencies up
to 14,000Hz. With a standard resolution of 0.3 mm (down to 0.1
mm in high-resolution mode), with the convenience of a push-
pull output.
The industry-standard IO-Link communication protocol,
provides a choice of manual or remote set-up and adjustment,
enabling the sensor to be automatically reconfigured between
different product production runs.
simplifying installation while saving time and money.
The product range offers a choice of fork openings from 10
mm to 120 mm, to suit a wide variety of applications and
environments, whilst saving time and money.
A food-processing plant trusts Contrinex’s sensors to help it
ensure plastic bottles, filled with liquid food products, are
hermetically sealed and its customers kept safe. Prior to the
containers being capped, a long-distance inductive sensor,
positioned directly over the packaging line confirms the
presence of an aluminium-foil seal over the top of every
container.
CUSTOMER APPLICATION
Aluminium-foil closures are commonly utilised as seals for
plastic containers filled with ketchup, mustard and other table
sauces. At a food-processing plant, closures are applied to
filled containers passing along an automated production line,
sealing the contents ready for capping and bulk packaging.
CUSTOMER APPLICATION
In the continuous production of fast-moving items, line
stoppages are both costly and time consuming. After filling,
sealing and capping, bottles of ketchups and sauces are
labelled and packaged. Previously, if a plastic cap was missing
it could go undetected, risking an entire batch of production
potentially being rejected.
Contrinex’s highly versatile photoelectric fork sensor, is
positioned directly over the conveyor to sense the presence of
a cap on each bottle prior to labelling, triggering an alarm if a
cap is missing.
PRODUCT ADVANTAGES
HIGH FREQUENCY UP TO 14 KHZ
4 SELECTABLE MODES BETWEEN PRODUCTION BATCHES:
STANDARD, HIGH RESOLUTION, POWER, SPEED
IO-LINK V1.1 COMMUNICATION PROTOCOL
SENSITIVITY ADJUSTMENT ALLOWING DETECTION OF
TRANSPARENT OBJECTS
PRECISE ALIGNMENT REQUIRES NO ON-SITE ADJUSTMENT
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE POSITION SENSING ON A NON-
CONTACT BASIS
IMPROVED THROUGHPUT ARISING FROM REAL-TIME
DETECTION OF INCORRECTLY POSITIONED OR MISSING
CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS
SINGLE SENSOR ACCOMMODATES A RANGE OF CARTON SIZES
WITHOUT REPOSITIONING
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 8000MM WITH 78MM-
DIAMETER REFLECTOR
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY IDEAL FOR INDUSTRY 4 & IIOT
PREVENTATIVE MAINTENANCE STABILITY ALARM OPTION
During confectionery packaging operations, conveyor lines
deliver preformed cardboard cartons to packing stations. At
each station, a pick-and-place packing robot packs layers of
bagged candy in cartons. Once filled, cartons are conveyed to
case-sealing stations. A highly reliable retro-reflex
photoelectric sensor, mounted beside the line, senses each
carton as it arrives at the packing station, halting the conveyor
and initiating the packing sequence once it is correctly
positioned.
CUSTOMER APPLICATION
In the confectionery-manufacturing industry, secondary
packaging is usually required when preparing multiple
product packs for wholesale distribution. In high-volume
production, manufacturers pack sealed bags of candy in
cardboard cartons, which are in turn stacked for shrink-
wrapping and palletisation.
Preformed cartons arrive at the packing station in a
continuous stream. Once the leading carton reaches its
designated position, the conveyor halts and the packing
sequence commences. A pick-and-place robot lifts successive
layers of bags and lowers them into the carton. Once the
predetermined number of bags has been packed, the carton is
conveyed to a sealing station.
If a carton stops in the wrong position, or if no carton is
present, the packing sequence must be inhibited to prevent
damage occurring. A non-contact sensor system is needed to
detect the position of the leading carton as it arrives at the
packing station, halting the conveyor and initiating the
packing sequence once. It must be reliable and require
minimal maintenance.
CUSTOMER SOLUTION
Miniature retro-reflex photoelectric sensors from the Contrinex
C23 range are ideal for this application. Used in conjunction
with a 41mm-diameter reflector, these sensors have an
operating range of up to 4500mm – more than adequate for
the task. A single sensor is mounted beside the carton
conveyor, immediately before the packing station, with the
reflector positioned on the opposite side. As the leading carton
breaks the light beam, the sensor detects its presence and
halts the conveyor in the correct position for packing.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
A custom-designed range of multi-position mounting
brackets allows systems engineers to locate sensors optimally
in almost any situation. The C23 range detects slow- or fast-
moving targets reliably. Remote selection of switching
frequency is possible via IO-Link, a standardized point-to-point
serial connection protocol, available as standard at no extra
cost for PNP versions.

CUSTOMER VALUES
COST EFFECTIVE SOLUTION
NON CONTACT / NON-MARRING OF PACKAGING
ELIMINATES SHIPMENT OF DAMAGED OR SOILED PRODUCT
LONG PERFORMANCE HISTORY
PRODUCT ADVANTAGES
LONG OPERATING DISTANCE (3X STANDARD VALUE)
EASY MOUNTING AND ADJUSTMENT
SECURE DISTANCE BETWEEN MOVING OBJECT AND SENSOR
HIGH SWITCHING FREQUENCY
EXCELLENT SENSING STABILITY ON SMALL & THIN TARGETS
IO-LINK INTERFACE INCLUDED - IDEAL FOR INDUSTRY 4
CUSTOMER SOLUTION
Contrinex’s rugged Extra-Distance inductive sensors from the
‘500 Series’ are ideal for this application, being robust and
accurate. These highly reliable, IP67 rated, M30-diameter
sensors have a chrome-plated brass body with a PBTP sensing
face and vacuum-encapsulated electronics. Well suited to
operating in a hostile environment, the 3x sensing distance of
22mm enables fully contactless operation in this relatively high
speed packaging process.
A sensor array is placed over the conveyor and travel path of
the cardboard cases. For each lane of bottles in a case, an M30
diameter inductive sensor is mounted on the array. A non-
embeddable sensor is chosen as it most closely equates to the
size of the bottle cap and yields the greatest sensing distance
for the available target area and is sufficient to allow for minor
variations in the height of the case as it passes under the
sensor bridge. This not only ensures reliable sensing, but also
keeps the sensor at a safe distance from any impact, avoiding
consequent downtime, with the sensors interfaced with a
controller that makes the logical decision to accept the
package or reject and divert it.

A drinks producer needs to conduct a final,inspection check of
cases of bottles after the lid of the corrugated cardboard case
has been closed and sealed. A bottle count is performed by
verifying the position of bottle caps through layers of
cardboard at the top of each sealed case.
CUSTOMER APPLICATION
Bottles which are packed into corrugated cardboard cases
require both the verification of the placement and number of
bottles in the case, ideally after they have had their lids hot-
glued closed. A concern is that a bottle can break on impact
with the bottom of the case, contaminating the machinery
and subsequent packages. Bottles can also be absent or
wrongly positioned or a cap might be missing from a bottle.
Whilst a vision systems could be used, this would need to be
done before the lid of the case is closed, whereas verification of
the closed case would be preferable..
The absence of a bottle cap in a specified position is a good
indicator of a missing or shattered bottle and so the challenge
is therefore to detect bottle caps through multiple layers of
corrugated cardboard material of varying thickness and
density.









WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS,
WE WILL HELP YOU SOLVE YOUR APPLICATIONS, IMPROVE MACHINE
PERFORMANCE & RELIABILITY AND REDUCE COSTS USING CONTRINEX’S
EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS



